14-28-palčni krožni pletilni stroj srednjega profila

Značilnosti
Z elegantno in poenostavljeno zasnovo je višina krožnega pletilnega stroja srednjega profila primerna za operaterja, da dobro opravlja delo, in enostavno upravljanje. Z našim strokovnim vodstvom je priročno zamenjati odmične gredi, igle in druge dele. Njegova prednost je prihranek časa zaradi napak in zagotavljanje učinkovite proizvodnje.
Z valjem, ki uporablja posebno aluminijasto zlitino za zračna plovila, je lažja teža pripravljena za visoke hitrosti in odlično prihrani čas hlajenja. Tudi videz krožnega pletilnega stroja srednjega profila je zelo kakovosten.
S posebno zasnovo sistema za podajanje preje visečega tipa na krožnem pletilnem stroju srednje debeline sta vodilo preje in pritrditev iz likre v stabilnejšem položaju. To učinkovito zagotavlja visoko hitrost strojne proizvodnje in ohranja stalno dobro kakovost tkanine.
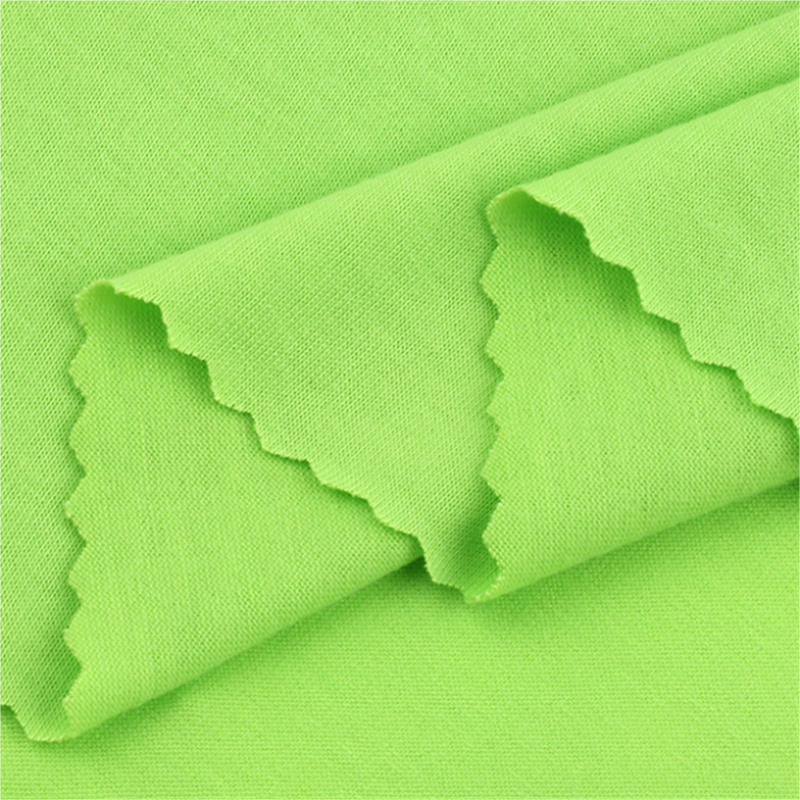
Vzorec blaga
Krožni pletilni stroj srednje debeline se pogosto uporablja za tkanje bombažne preje, poliestra in TC-ja. S spreminjanjem razporeditve odmičnih gredi lahko pletemo različne tkanine iz enojnega ali dvojnega jerseyja, kot so enojni jersey iz spandeksa, enojni flis iz poliestra/bombaža, barvne tkanine, lahko pa izdelamo tudi enojne in mrežaste tkanine.



PODROBNOSTI
Na osnovni košarici krožnega pletilnega stroja srednje debeline je veliko vreten. Glede na širino tkanine in širino ravne preje se uporabi določeno število osnovnih niti. Preden osnovna nit vstopi v krožni pletilni stroj srednje debeline, jo rjavi okvir osnovne preje prekriža, čolniček votka pa se prekriža. V odprtini se osnova s krožnim gibanjem spelje skozi osnovo in se stke v cevasto tkanino. Krožni pletilni stroj srednje debeline ima več čolničkov, ki hkrati tkejo več votkovnih niti.
V zgodnjih dneh so bili domači krožni statvi uvoženi, vendar se je v devetdesetih letih prejšnjega stoletja to stanje postopoma spremenilo. V moji državi so se prvič pojavili krožni statvi z neodvisnimi pravicami intelektualne lastnine, leta 1991, v letih 1993 in 1997 pa so bile zaporedno predstavljene druge, tretje in četrte generacije krožnih statev. Avgusta 2000 je bil uspešno razvit prvi desetičlnkov super krožni statve na svetu, SPCL-10, ki je združeval številne napredne tehnologije. /6000, krožni statve pete generacije, nato pa januarja 2005 prvi dvanajstčlnkov super plastični krožni statve na svetu, ki so bile dostavljene uporabnikom. Štiri leta pozneje, novembra 2009, je bil naročen velik šestnajstčlnkov plastični krožni statve na svetu SPCL-16/10000. Do sedaj se raven krožnih pletilnih strojev srednjega kalibra v moji državi stalno uvršča med vodilne na svetu.
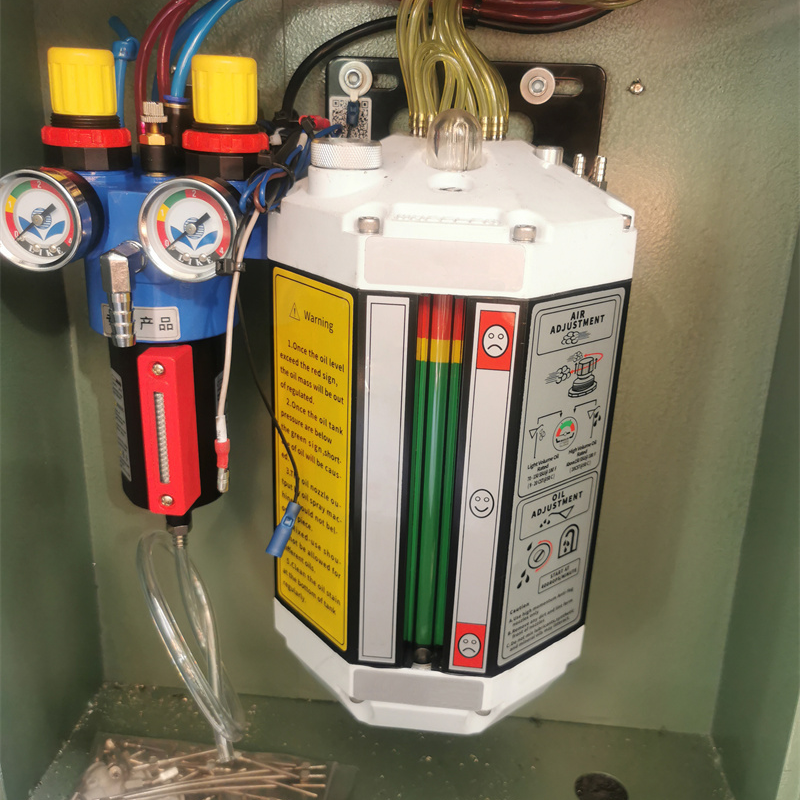
1. Senzor votka: Redno čistite pokrov detektorja (enkrat na štiri ure). Ko deluje krožni pletilni stroj srednje debeline, se prepričajte, da bela lučka vedno sveti. Detektor je zasnovan po principu infrardečih žarkov. Bleščeča svetloba bo vplivala na delovanje senzorja. Poskusite se čim bolj približati stroju. Uporabljajte samo vretenca z dnevno svetlobo, saj če je površina vretena svetleča, detektor morda ne bo deloval natančno. Izogibajte se uporabi aluminijastih ali črnih vretenc, saj črna preja bo detektor onesposobila.
2. Senzor pretrganja votka: Med normalnim delovanjem krožnega statvenega stroja, ko se votkovna nit pretrgana zaradi zunanje sile, senzor zazna signal in ga posreduje krmilniku, ki krmili krožno statveno stroj in jo ustavi. Če se votkovna nit pretrgana, se stroj ne more samodejno ustaviti: Zaženite stroj, pustite, da vodilna cev preje enega od čolničkov teče pod senzorjem, nato pa ročno in hitro pretrgajte votkovno nit, tako da jeklena kroglica vstopi v območje zaznavanja senzorja. Če rdeča indikatorska lučka senzorja ne sveti, prilagodite položaj senzorja, dokler se ne prižge rdeča indikatorska lučka, ali zamenjajte senzor.
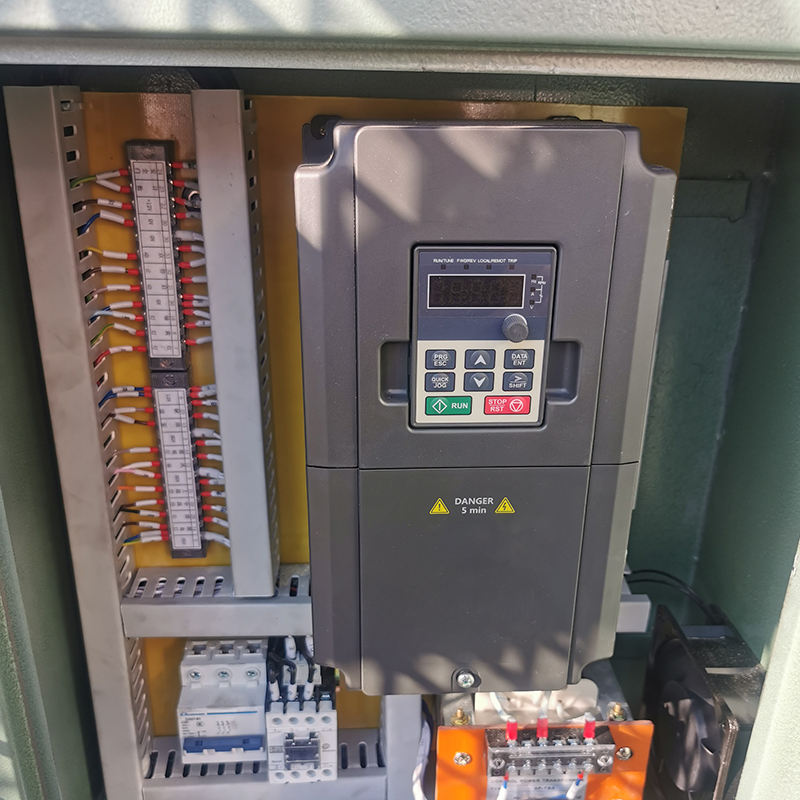
3. Senzor za zaznavanje glavne hitrosti: Če je med normalnim delovanjem krožnega pletilnega stroja srednjega profila območje pretvorbe frekvence povečanja veliko, je možno, da senzor zaradi vibracij ni zaznal vrtenja glavnega motorja. V tem primeru je treba prilagoditi položaj senzorja tako, da je glava senzorja poravnana z zobato ploščo, nato pa opazovati povečanje frekvence pretvorbe. Če se frekvenca vrti v majhnem območju, je to dovolj. Če učinka ni mogoče doseči po več prilagoditvah, zamenjajte senzor.
4. Dvignite senzor za zaznavanje: Če vmesnik človek-stroj ne more natančno zaznati izhoda, preverite, ali je ožičenje pravilno. Če je ožičenje pravilno, prilagodite položaj senzorja, zaženite stroj in opazujte, ali lučka utripa. Če ne utripa, razmislite o zamenjavi senzorja. Krožni pletilni stroj srednjega profila








Kategorije izdelkov
-

Dvojni Jersey gor in dol računalniški prenosni jac...
-

Dvojni žakard iz računalniškega kroga za pletenje...
-

Krožno pletenje iz enojnega žakarda iz računalniškega žakarda ...
-

Krožni pletilni stroj z dvojnim jerseyjem in zanko iz koralnega flisa...
-

Krožni pletilni pletenin iz umetnega krzna in žameta z dvojnim jerseyjem...
-

Krožno pletena preja z dvojnim jerseyjem in prepletanjem...